In-Situ Machining Solutions Ltd have successfully completed extensive repairs to a large four-stroke diesel engine crankshaft situated on a remote Caribbean island.
Removing the crankshaft would have been a significant disaster in terms of cost and engine downtime for the company, which is why they profited from choosing our team and our on-site machine repair expertise.
The engine suffered a major seizure whilst in operation, which led to induced hardening (650 HB) caused by intense friction between the bearing shells and journal diameters. Because of this, repairs to the crankpin and main journal bearing diameters were needed.
After an extensive journal calibration, it was decided, in conjunction with the OEM, that the crankpin diameter had to be reduced by 16mm and the main bearing by 7mm to eradicate the induced hardening that had occurred. The calibration service consisted of a full measurement, hardness test, MPI via the magnetic particle process, and a concentricity check of the crankshaft to establish if any bend had happened due to engine failure.
Our expert engineers use modular and mobile repair equipment customised to suit the needs of the planned operation. These include a series of turning/superfinishing/polishing machines to overcome problems of this nature very effectively.
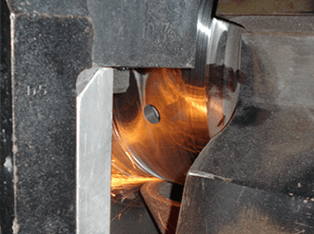
For the crankpins, we used orbital machining to quickly reduce the diameters of damaged crankpins. These are designed to rotate on the crankshaft within the fillet radii of the crankpin and are far more effective than the grinding methods used by our competitors.
In cases where the fillet radii are damaged or eccentric to the crankshaft axis, as in the case of this particular engine, the company uses an orbital turning machine mounted onto a dummy or false journal system to re-cut the fillet radii.
After we conducted our crankpin machining operation, 16mm was machined from this crankpin to remove the induction hardened area and finally super finished and polished to Ø374mm. The fillet radii and oil holes were re-formed to OEM procedure and blended into the newly machined undersize diameter.
On completion of the work, we carried out some final after-care checks to ensure the quality of our work after we left:
Unlike the crankpin work, we could not undertake this repair using orbital machining equipment due to extremely limited access, only 8mm, between the main bearing diameter and the main bearing bore housing of this underslung engine. Additionally, since this repair had never been carried out on this particular engine, our engineers designed and produced a unique grinding system to undertake this repair.
The machine was designed to be located in an area normally occupied by the main bearing cap. It consists of support brackets, a linear rail system and a heavy-duty pneumatic grinding head. These are traversed across the main bearing in a series of cuts as the barring gear system of the engine rotates the crankshaft.
The fillet radii of the bearing are also ground using an additional attachment. These were formed according to OEM procedures and blended into the newly machined 7mm undersize diameter, as well as the oil hole radii. A small allowance was left on the diameter of the main bearing to allow for final superfinishing and polishing to Ø443mm.
We checked the flatness of the main bearing, hardness surface, and crack detection, and they were similar to the crankshaft work and within the OEM guidelines for limits and fits. All measurements were taken using calibrated equipment, including a special outside micrometre, which had to be produced to access the 8mm gap between the main bearing and main bearing pocket. The customer engineering and the insurance company representative inspected the work associated with the crankpin and main bearing.
The customer and the OEM were delighted that the engine has been running successfully with normal bearing operating temperatures in excess of 12 months. Our team offers our clients a worldwide 27/7 emergency machining response service so your repair needs will be met as soon as possible.
We combine our quick response capabilities with our effective management systems, ISO 9001 for Quality Management, ISO 14001 for Environmental Management and ISO 45001 for Occupational Health and Safety Management, to guarantee our teams are a beneficial presence at your worksite and not a hindrance.
We have conducted thousands of successful repair operations with far-reaching companies in 76 different countries, and we know that our on-site service is far more efficient than sending parts away to be repaired. Learn more about our international success with other related case studies such as:
Explore the many benefits of partnering with us for your emergency engine and machine repair by exploring our many services online. Contact us today to discuss your requirements, and we’ll tell you how we will successfully resolve them.