In this case study, we share our successful metal stitching repair conducted on a damaged engine block in an HV power station in the Caribbean. Our engineers have extensive experience working on-site for our power generation repair services, and we were certain we could complete the necessary work.

This company contracted us to undertake an in-depth damage survey on a MAN 8 MB430 Engine relating to cracking discovered around the block's bolt hole on cylinder #7. This investigation revealed extensive cracking to the liner landing seating face/block, damage and cracking to the cylinder head threaded stud holes, and also wear and fretting to the lower liner location. Due to the extent of the damage, In-Situ recommended a check on the remaining seven off-cylinder liner landing areas for any signs of cracking. Upon further investigation, the remaining cylinders also had severe cracking. Due to the unavailability of a new engine block, the client decided to undertake a repair on all eight off cylinders' landing areas; cylinder head threaded holes and bottom liner landing locations.

The work scope had many different aspects that developed in the initial stages of the job. Due to the severity of the damage and the consequential weakness of the cylinder seating face areas, it was agreed with the client that the final work scope would include completely machining out the damaged sections on the cylinder liner land area to a diameter of 650mm. This would be beyond the cylinder head bolt hole to remove existing cracking and damage and would be followed by inserting a specially manufactured SG Iron insert with a close fit tolerance of 0.03mm.

The insert was to be locked in place using a cold metal stitching system around the circumference of the interface between the newly manufactured insert and the machined engine block using approximately 150 off special, interlocking 16mm diameter stitching screws per cylinder.
As the cracking then propagated into the threads on the cylinder head threaded holes, it was decided that these holes also required repair with an M64 x 3mm thread using our bespoke, portable equipment.
This eliminated any cracking that propagates into the threads within the bolt holes. Newly manufactured EN24T threaded inserts (M64 x 3mm O/D x M56 x 4.5mm I/D) were fitted into the newly machined holes and locked in place to restore the holes to the original thread.
The thin area of the wall section between the counterbore for the cylinder liner register and the newly machined cylinder head stud holes was then to be milled away prior to fitting the inserts to remove an area of potential future cracking, giving the repair further strength. After the fitment and securing of the ring and threaded inserts, the repair required final machining to OEM tolerances. The top landing location bore required machining to 590.00mm -0.00mm/+0.06mm. The block face was skimmed to remove the heads from the stitching screws and eliminate the existing indent present from the cooling ring. This removed a maximum of 0.50mm from the block face generating a clean clamping area for re-assembly. The Upper Register counterbore face required machining to a depth of 19.95mm - 20.05mm (depth taken from the newly machined block face).
Finally, the lower liner landing area was bored out to a 530.00mm -0.00mm/+0.03mm diameter with a counterbore of 540.00mm to accept a newly manufactured steel insert repair sleeve. The sleeves were then fitted with a 0.15mm interference fit and secured in place with six off M8 x 20 grub screws fitted along the interface between the ring and the block. The ring was then finished bored to a diameter of 510.00 mm -0.00/+0.05mm in line with OEM tolerances.

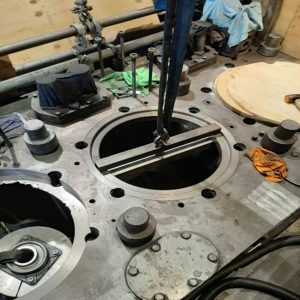
Finishing machining operations of upper and lower liner landing locations were carried out in one (In-Line) setting, also sweeping the Crankshaft to ensure a squareness of 0.02mm. A new liner was successfully fitted into all pockets as a functional check. The Crankpins had started to go rusty but did not require our Crankpin machining services, so these were also polished and protected with Denso tape.
Due to the extensive nature of the repair works, In-Situ offered the client a special warrantee with the works and worked alongside the client to ensure regular checks of the repair areas were undertaken. The repair was last checked after 13 months of running and was found to be in perfect condition with no further cracks revealed. It was completed within the customer's timeframe and provided significant cost savings to the client. More importantly, the repair to this engine allowed the client to utilise the much-needed power provided by the engine to ensure energy shortages in the region were kept to a minimum. The repair to the block salvaged the engine despite OEM concerns that the damage was too severe for a repair option and the block was, in-fact scrap.
At In-Situ Machining Solutions, we take pride in our expertise in metal stitching and our ability to deliver exceptional repairs even in the most challenging situations. Our dedication to quality and customer satisfaction is displayed in our collection of case studies, including this alternate example of metal stitching repair on naval vessels.
We are confident that our services will meet and exceed your expectations. Contact us today to discuss your repair needs and experience the improvement of In-Situ Machining Solutions.


